キャリパーサポート改善
とりあえず構想するにも検討するにも作図しなければ始まりません
検討する所が多すぎて幾ら頭の上で考えても不可能な事です。
旋盤加工もかなりの事は出来る様になったので、強度優先の構造にすると
言う事で作図してみました。
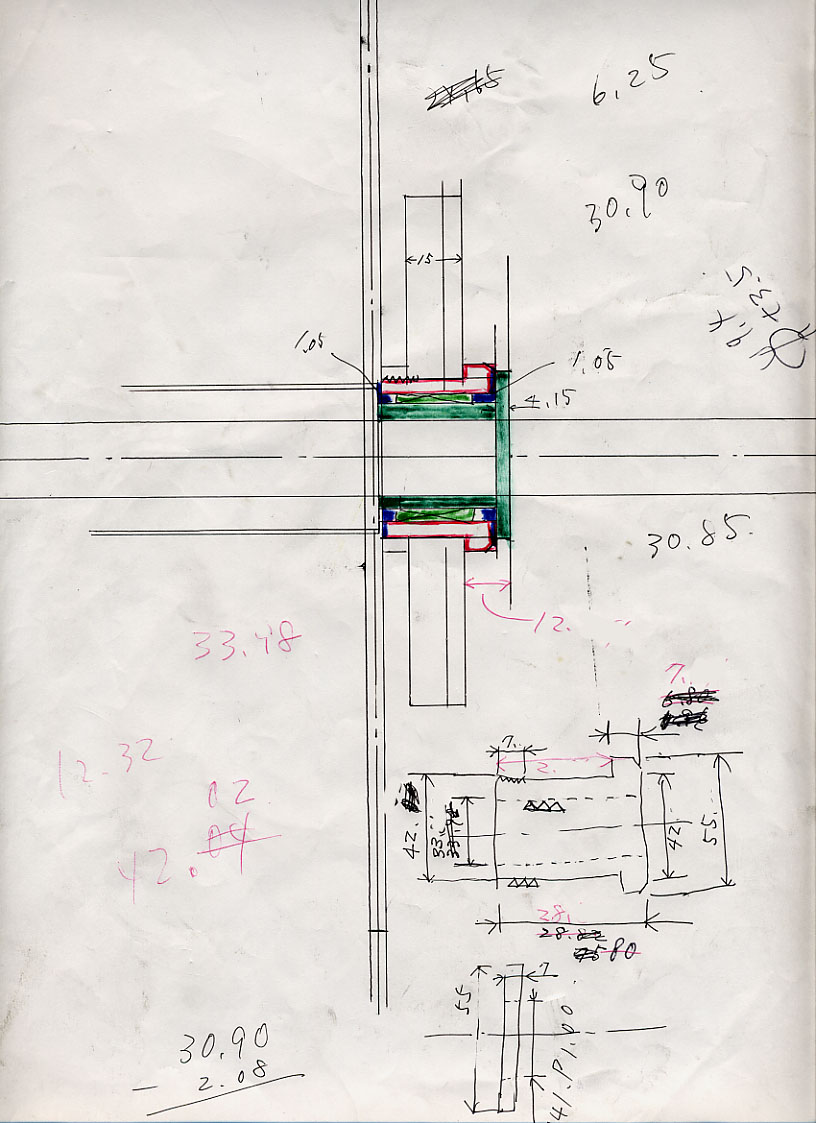 設計、作図してみて何ですが、かなりの難加工が予想されます・・・
外周圧入、内周圧入、ネジ切りの後面をフラットに・・・・・
全ての寸法が小数点以下二桁の寸法指定です。
大丈夫か?自分?(汗)
設計、作図してみて何ですが、かなりの難加工が予想されます・・・
外周圧入、内周圧入、ネジ切りの後面をフラットに・・・・・
全ての寸法が小数点以下二桁の寸法指定です。
大丈夫か?自分?(汗)
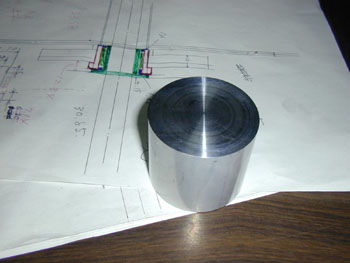 今回の材料は応力がそれなりに掛る部分なのでA7075材を使うことにします
棒径は60φから削り出します。
7075でしかも60φ単価が流石に高いです
今回は難加工が予想されますので少し余分に材料を購入しておきました
今回の材料は応力がそれなりに掛る部分なのでA7075材を使うことにします
棒径は60φから削り出します。
7075でしかも60φ単価が流石に高いです
今回は難加工が予想されますので少し余分に材料を購入しておきました
 ベアリングの内輪は以前純正キャリパーの時に使ってた奴を使いまわします
ジュラルミン製ですが内輪が接触する部分は純正を加工圧入した奴で使用実績の在る部品なので
使いまわします。
外輪なんですが、内寸が穴の入り口と出口で寸法誤差が100分の5mm出ていてしまい
ニードルベアリングにガタが出てボツになってしまいました。
一見スゲー綺麗に出来てて上手く行った様に見えますが失敗作です
残りの材料で外輪を作成します
ベアリングの内輪は以前純正キャリパーの時に使ってた奴を使いまわします
ジュラルミン製ですが内輪が接触する部分は純正を加工圧入した奴で使用実績の在る部品なので
使いまわします。
外輪なんですが、内寸が穴の入り口と出口で寸法誤差が100分の5mm出ていてしまい
ニードルベアリングにガタが出てボツになってしまいました。
一見スゲー綺麗に出来てて上手く行った様に見えますが失敗作です
残りの材料で外輪を作成します
 今度は上手く行きました。
作り方の考えを根本から改め、効率より正確さ優先で加工しました
急がば回れです。
旋盤購入当初は出来ないだろうと思ってた、雄ネジ雌ネジ加工なんかは
今となっては大した作業の内入らなくなってしましました。
ネジ切り加工が出来ると作りたい作品の範囲が物凄い広がりますので苦労してマスターしました。
今度は上手く行きました。
作り方の考えを根本から改め、効率より正確さ優先で加工しました
急がば回れです。
旋盤購入当初は出来ないだろうと思ってた、雄ネジ雌ネジ加工なんかは
今となっては大した作業の内入らなくなってしましました。
ネジ切り加工が出来ると作りたい作品の範囲が物凄い広がりますので苦労してマスターしました。
 これが圧入口です、このタイプのニードルベアリングは、プレス組立品のニードルで内寸の要求寸法が大変です
ベアリングの肉厚が薄い為、外輪の圧入寸法に影響されベアリングのガタの量が決まってしましますので寸法指定が在るみたいです
いやはや、純正パーツを舐めていました。
ガタが出ない様に様子を見ながら加工した結果純正内寸より0.01mm小さい寸法で収まりました
良い感じです
これが圧入口です、このタイプのニードルベアリングは、プレス組立品のニードルで内寸の要求寸法が大変です
ベアリングの肉厚が薄い為、外輪の圧入寸法に影響されベアリングのガタの量が決まってしましますので寸法指定が在るみたいです
いやはや、純正パーツを舐めていました。
ガタが出ない様に様子を見ながら加工した結果純正内寸より0.01mm小さい寸法で収まりました
良い感じです
 順番が逆になりますが圧入風景です
外輪も圧入寸法になってて圧入した後ズレ止めでM42mmのネジで固定します
作るのも組み立てるのも難易度ウルトラCクラスでした。
失敗して作り直した時は泣きそうになりました(笑)
順番が逆になりますが圧入風景です
外輪も圧入寸法になってて圧入した後ズレ止めでM42mmのネジで固定します
作るのも組み立てるのも難易度ウルトラCクラスでした。
失敗して作り直した時は泣きそうになりました(笑)
 ご覧の通り軸受けの構成部品は純正パーツなので
補修パーツの入手も安心には安心です
因みにこの曲者のニードルベアリング(BM283417)は特注サイズらしく
ベアリング屋の標準在庫には有りませんでした
ご覧の通り軸受けの構成部品は純正パーツなので
補修パーツの入手も安心には安心です
因みにこの曲者のニードルベアリング(BM283417)は特注サイズらしく
ベアリング屋の標準在庫には有りませんでした
 内輪が入ったら今度はサポート本体の穴に圧入します
同じく万力で挟んでグイグイ圧入していきます
前仕様の時はここにベアリングが入り(圧入ではない)、Cリングで固定されてたのですがそれ故
多少ガタが発生してました
「軸周りのガタ=キャリパーの首振り」 に繋がるので全て全圧入構造にしました。
内輪が入ったら今度はサポート本体の穴に圧入します
同じく万力で挟んでグイグイ圧入していきます
前仕様の時はここにベアリングが入り(圧入ではない)、Cリングで固定されてたのですがそれ故
多少ガタが発生してました
「軸周りのガタ=キャリパーの首振り」 に繋がるので全て全圧入構造にしました。
 全て圧入し終え、ネジを締めオイルシールを組み込み
オイルアップの後内輪を入れ組み立てました
予想通り今度はガタが皆無になりました。
耐久性で言えば純正と同じなのでそれなりに持つ筈ですが
暫く様子見する事にします
また問題が出れば何か考えます。(笑)
-
-
あ、後それなりにノウハウが在るメーカ製のフローティングキットは
やはりニードルベアリング仕様でした。
全て圧入し終え、ネジを締めオイルシールを組み込み
オイルアップの後内輪を入れ組み立てました
予想通り今度はガタが皆無になりました。
耐久性で言えば純正と同じなのでそれなりに持つ筈ですが
暫く様子見する事にします
また問題が出れば何か考えます。(笑)
-
-
あ、後それなりにノウハウが在るメーカ製のフローティングキットは
やはりニードルベアリング仕様でした。
 旋盤のチャックに加えられてる物は最初に作ってボツになった
内輪ですこの後適当な大きさに削り圧入冶具にする予定です。
-
BACK
-
旋盤のチャックに加えられてる物は最初に作ってボツになった
内輪ですこの後適当な大きさに削り圧入冶具にする予定です。
-
BACK
-